
Can millions of polycarbonate and high-index plastic lens wearers all be wrong? In a lens market that consists of approximately 59 percent high-index (40 percent polycarbonate with an additional mix of 11 percent other materials, such as 1.60,1.67,1.74 according to the Vision Council of America) is it possible that all those wearers just don’t realize how badly they see due to their poorly performing lenses. It’s doubtful.
For years, that is the unlikely scenario the opponents of polycarbonate have been proposing under the banner of “blurry by reason of low Abbe value.” The fact of the matter is that Abbe-based criticism is mostly the result of marketing exaggeration as opposed to actual performance problems. After all, if Abbe value is the critical link to clear vision, then why is glass, with it’s high Abbe value relegated to a mere 1 percent usage while standard plastic, with a relatively high Abbe value of 58, is dropping like a rock in overall lens sales?
 HISTORY
HISTORY
Back in the mid ’80s when our industry was demanding a high-index plastic the best product available to mainstream dispensers was what we today call, mid index, a very non-glamorous 1.54 to 1.56 material. Major manufacturers did not carry polycarbonate as it was a niche material used only for safety eyewear. When dispensers saw the benefits of a 1.59 index they embraced it for their dress wear customers. Polycarbonate was thinner, lighter, safer, more scratch, UV and impact resistant than the mid-index materials offered by the major manufacturers. As a result the sales of mid high-index languished. In an effort to jump start their mid-index product manufacturers who did not carry polycarbonate grabbed hold of Abbe value, the only area where there material had an edge, and evolved the myth that Abbe value was the holy grail of clear vision. They did that by stretching a few facts that measured an inch—into a mile. Yes it is true that lower Abbe values indicate greater dispersion and greater dispersion leads to less clarity, but the area always left out of that logical pursuit is that the point on the lens at which the chromatic aberration is significant enough to create a visual problem is the point through which the wearer does not normally look. In order to feel comfortable with polycarbonate today we should confirm the areas that have been a problem and illustrate how those areas have been corrected with today’s product.
The optical business has, traditionally, gone outside of itself to find technology that is close but not specific to its needs. The result of this is that the early versions of the optical product created with this new technology often fall short of it’s original promise. A period of growth or a learning curve must be implemented. The theory of polycarbonate for lenses was good but the reality of what we were able to produce fell short. Lenses lacked clarity. Availability was very limited. Manufacturers had problems producing lenses. Labs had problems processing lenses. Dispensers did not know how to position and present polycarbonate. Outside of our industry the material was used mostly in the protective equipment industry. The purity of the material was not of critical importance. In the optical industry purity was of key importance, but since our usage of the raw material was so low suppliers refused to go to the expense of purifying the product to meet such a small market demand. The result was that lenses made from an impure raw material yielded an inferior lens. The best stereo system when played through the worst speakers sounds bad. It was not until the computer and recording industry selected polycarbonate as their potential material of choice for their new CD technology that the makers of the raw materiel found it economically feasible to purify their product. The result was that the demands of other industries yielded the pure product that the optical industry enjoys today. In the beginning the product was hampered by a marketing failure. While the product was promoted as a high-index plastic appropriate for high-minus and high-plus Rxs, the only real availability was in the range of a 4 to 6 base curve. This made the actual deliverability of higher powered Rx’s impossible. Many early prescriptions that needed steeper or flatter corrected curves were forced into the middle of the road curves available. A lot of prescriptions were ground on the wrong base curve, people hated the resulting poor optics and the blame wrongly went to the material. We had the promise of high powered solutions with middle of the road availability. Due to the fact that polycarbonate makes a great package of benefits to the wearer, demand for the product has increased dramatically. As a consequence there are many major manufacturers offering a wide range of product offerings. Dispensers now feel more comfortable offering poly to their patients. Regardless of lens design, base curve, or enhancement options the majority of prescriptions may be readily filled. The momentum is established and the growth for the future is positive.
PROCESSING
There have been major improvements in the processing of polycarbonate and high-index. As a result the blanks being produced today start off without the built in stress and aberrations that were commonplace in the original products. The original polycarbonate coating was a dip process that left an uneven surface. Run off lines around the segments were common. The hard coating was not well matched to the relatively soft polycarbonate substrate. As a result, cracking and separation were common. Patient satisfaction with these limitations was a problem. The coatings that are being used today are of a very high quality.
- Run off at seg lines is no longer an issue.
- There is some tintability. (Do not oversell this, because tinting at all densities is still not possible.)
- The performance of the coating is much improved.
- Flexibility allows for a better long term bond to the surface.
- The hardness of the new coating is outstanding for surface protection.
ABBE MYTH AND CLEAR VISION
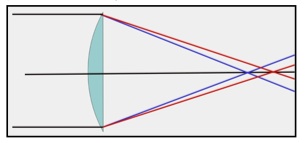
Referring back to the basics it should be understood that an optical prism will bend white light towards its base. White light is a combination of all colors, and the degree to which the light is bent is proportional to the wavelength of the color. The shorter higher energy wavelengths are bent more readily and to a greater degree than the longer lower energy wavelengths. This phenomenon is responsible for the dispersion of white light through a prism into its component parts. The lens designer must deal with this aberration by selecting a lens material with a low dispersive value (Abbe Value). Since lenses are a combination of prisms this uneven bending of the various wavelengths results in separate focal points. This will manifest itself to the wearer as blur. The following diagram illustrates the two focal points formed by the violet and red wavelengths refracted by a spectacle lens.
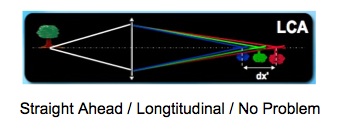
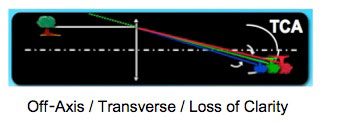
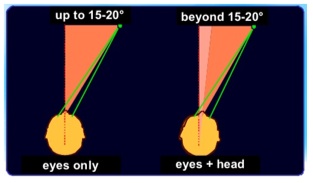
Chromatic aberration is not an issue for straight ahead viewing. Only off-axis gaze is affected by chromatic aberration.
Clinical Studies Show:
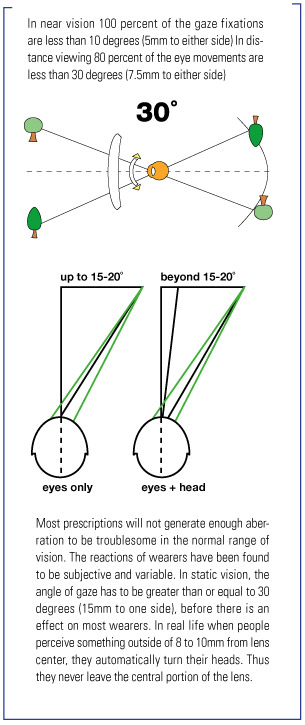
In near vision 100 percent of the gaze fixations are less than 10 degrees ( 5mm to either side )
In distance viewing 80 percent of the eye movements are less than 30 degrees ( 7.5 mm to either side )
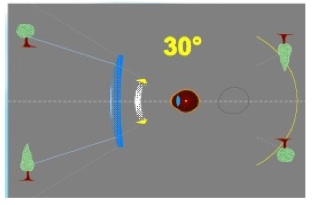
Most prescriptions will not generate enough aberration to be troublesome in the normal range of vision. The reactions of wearers have been found to be subjective and variable. In static vision, the angle of gaze has to be greater than or equal to 30 degrees (15 mm to one side ), before there is an effect on most wearers. In real life when people perceive something outside of 8 to 10 mm from lens center, they automatically turn their heads. Thus they never leave the central portion of the lens.
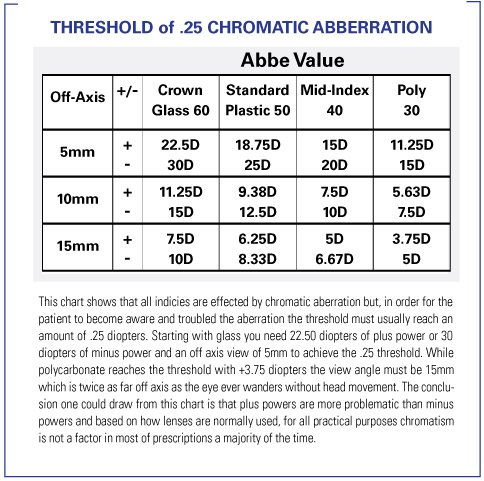
A discussion of lens materials usually includes the material’s Abbe number. The number ranges somewhere between 20 and 60. Higher numbers have less chromatic dispersion. An arithmetic value between 1 and 100 derived as the reciprocal of the relative dispersion of a refracting medium; the closer the Abbe number is to 100 the more efficient the refractive medium. On paper the matter of chromatic aberration is real: however, in practice it is not the factor that Abbe bashers make it out to be. Abbe is not a factor in low or medium powers. It can be a factor when powers or gaze angles are extreme.
Unfortunately dispensers often take the path of least resistance. When problems of clarity arise the first area blamed is the Abbe number. In reality there are often other more primary factors that contribute to the loss of clear vision most notably poor light transmission due to the absence of anti reflection and using a non aspheric lens design.
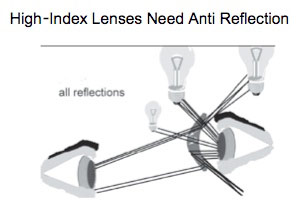
Anti-Reflective Lenses
Standard Plastic ( 58 abbe) = reflect 7.94%
Poly (31 abbe) = reflect 10.26%
1.67 (32 abbe) = reflect 12.32%
1.74 (33 abbe ) = reflect 14.58%
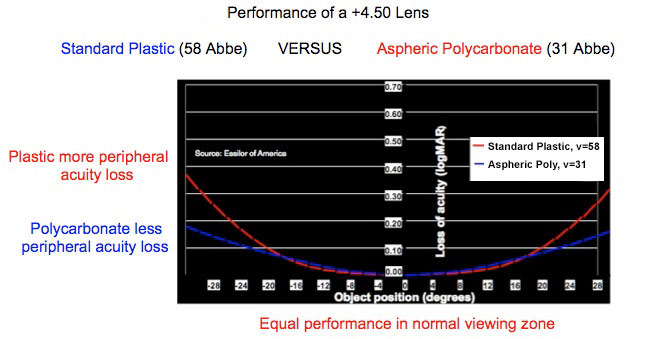
There are certain facts that are often misunderstood and frequently misstated regarding lens material qualities, in particular, Abbe value, and its’ impact on optical performance. The effect and importance Abbe value, is often stated as the beginning and end of an acuity performance issue, but in reality the Abbe value is just one factor that should trail in only after dealing with the more significant design issues. By optimizing the lens material with aspheric designs and anti reflection— Abbe value and other qualities of materials become minimal issues. There can be a number of factors that cause a patient discomfort. In many cases more than one factor may be present to cause a problem. If one of the problems can be addressed that may be enough to put the person back under their threshold of rejection. Let’s take what we have learned regarding gaze angle and link it to visual acuity. If optimized aspheric designs and anti reflection are built into a lens its Abbe value is of little concern.
If a tree falls in a forest but there is no one there to hear it—is there a noise. That is an interesting philosophical question that we will probably never have the answer for. On the other hand if there is chromatic aberration at a point on a lens where no one looks—is there a problem with optical clarity? Now that is a question that millions of polycarbonate and other high-index lens lens wearers have already answered, and the answer is: NO.
Michael DiSanto is an independant industry trainer.